Tipos de
Fresas
Existe una
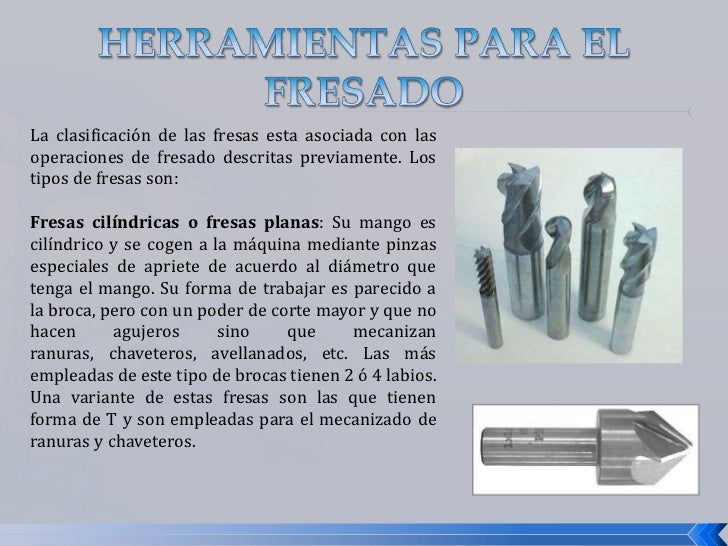
multitud de fresas, cada una para una operación específica de fresado y para un
trabajo determinado, cubren una diversa gama de materiales, desde metales hasta
madera y plásticos, y la mayoría se encuentra disponible para aceros, fundición
gris blanca y metales no ferrosos (tipo N), materiales duros y tenaces (tipo H)
y materiales blandos (tipo W).
De hecho, la
inmensa variedad existente de fresas admite un sinnúmero de clasificaciones. En
general, podemos agruparlas en las siguientes categorías:
·
Por
método de fresado.
·
Por
tipo de construcción.
Por
tipo de superficie o perfil de incidencia de la fresa.
·
Por
la forma de los canales entre los dientes.
·
Por
la dirección de corte de las fresas.
·
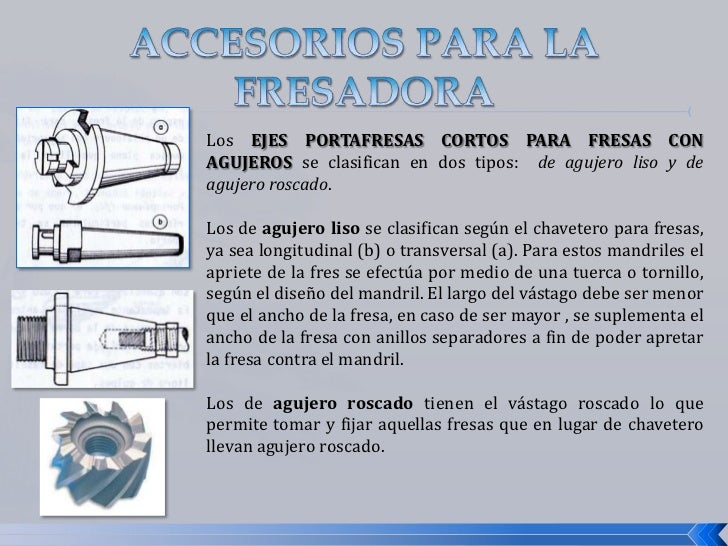
Por
el montaje o la fijación de las fresas en la fresadora.
Tipos de
Fresadoras
1-
Fresadoras según la orientación de la herramienta:
2-
Fresadoras especiales:
3-
Fresadoras según el número de ejes:
Fresado de
Acero
La
maquinabilidad del acero es distinta según los elementos de cada aleación, el
tratamiento térmico y el proceso de fabricación (forja, laminación, fundición,
etc.).
Principales
problemas:
En los
aceros blandos, de bajo contenido en carbono, los principales problemas son el
filo de aportación y la formación de rebabas en la pieza.
En los
aceros más duros, la colocación de la fresa resulta más importante para evitar
el astillamiento del filo.
Fresado de
Fundición
La fundición
se puede clasificar en maleable, gris, nodular, de grafito compactado (CGI) y
fundición dúctil austemperizada (ADI).
Fundición
Gris
Clasificación
del material: K2.x
Principales
Problemas:
Los
criterios dominantes de desgaste al fresar fundición gris son en incidencia,
por abrasión y fisuras térmicas.
En la pieza,
los problemas principales son el desmenuzamiento en el lado de salida de la
fresa y problemas de acabado superficial.
Fundición Dúctil Austemperizada (ADI)
Clasificación
del material: K5.x
El desbaste
se suele realizar en estado no templado y se puede comparar con el fresado de
un acero de alta aleación.
Sin embargo,
la operación de acabado se realiza con el material templado, que resulta muy
abrasivo. Esto se puede comparar con el fresado de aceros duros, ISO H. Son
preferibles las calidades con alta resistencia frente al desgaste por abrasión.
GC1020 es la primera elección tanto con como sin refrigerante, la calidad
complementaria para materiales ADI más duros es GC1010.
Si se
compara con la NCI, la vida útil de la herramienta en fundición ADI se reduce
aprox. un 40% y las fuerzas de corte son aprox. un 40% superiores.
Fundición
nodular perlítica
Es más
abrasiva, por ello se recomiendan las calidades ISO K.
Fundición de
grafito compactado (CGI)
Clasificación
del material: K4.x
Contenido
perlítico inferior al 90%
Este tipo de
fundición CGI, que suele tener una estructura perlítica de alrededor del 80%,
es la que suele utilizarse para fresar. Algunas piezas típicas son bloques de
motor, culatas de cilindros y colectores de escape.
Las
recomendaciones de fresas son las mismas que para fundición gris; sin
embargo, se
deben elegir geometrías de plaquita más agudas, más positivas, por ejemplo –KX
y –KL para fresas AUTO-R, con objeto de minimizar la formación de rebabas en la
pieza.
La calidad
de primera elección es GC1020.
GC1020 es la
elección básica para mecanizar con o sin refrigerante. Una alternativa para
mecanizar sin refrigerante es la K20D, y con refrigerante la K20W.
El fresado
circular puede ser un buen método alternativo para el mandrinado convencional
de cilindros en fundición CGI.
Aleaciones
de fresas
Tienen
carburos metálicos como ingredientes básicos y se fabrican con técnicas de
metalurgia de polvos. Las puntas afiladas con sujetadores mecánicas se llaman
insertos ajustables, se encuentran en diferentes formas, como cuadrados,
triángulos, circulares y diversas formas especiales. Estos tienen una serie de
ventajas y desventajas. Las ventajas son la durabilidad y los materiales que
tienen, además son para trabajar a altas revoluciones. Las desventajas son
encontrar la calidad durabilidad y dinero para poder conseguir estos insertos.
Carburo de
tungsteno aglutinado con cobalto, que se emplea para maquinar hierros fundidos
y metales abrasivos ferrosos.
Carburo de
tungsteno con aglutinante de cobalto más una solución sólida, para maquinar en
aceros.
Carburos de
titanio con aglutinante de níquel y molibdeno, para cortar en donde hay altas
temperaturas debido a las altas velocidades de corte o a la alta resistencia
mecánica del material de la pieza de trabajo.
Velocidades
Angulares (RPM).
Una
revolución por minuto es una unidad de frecuencia que se usa también para
expresar velocidad angular. En este contexto, se indica el número de rotaciones
completadas cada minuto por un cuerpo que gira alrededor de un eje.
A veces se
utiliza el término régimen de giro para referirse a la velocidad de giro
expresada en revoluciones por minuto y no confundirse con la velocidad angular
expresada en radianes por segundo.
Par
Principal de Corte
La
aproximación depende, por ejemplo, de la capacidad de la máquina, de la clase
de trabajo y de la posibilidad de sujeción de la pieza. Así, por ejemplo, en el
fresado con fresas de disco se elige un gran espesor de viruta y un avance
pequeño (marcha tranquila de la máquina), en el fresado de chaveteros, por el contrario,
son más ventajosas las aproximaciones pequeñas y los grandes avances.
En general,
al fresar no deberá elegirse una aproximación demasiado grande. Es ventajoso y
económico fresar grandes cantidades de material de varios cortes pero con
avance grande.
Cálculo de
Eficiencias en las Maquinas Herramientas Tiempo de Fabricación de Corte.
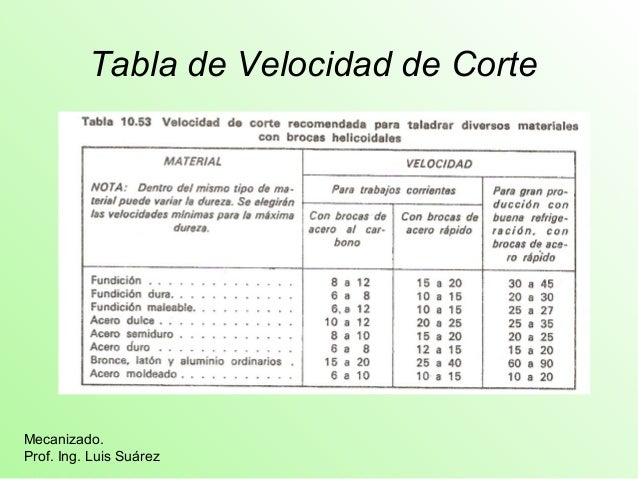
Tomando en
cuenta las características de la máquina y de la obra, este método es empírico
y se basa únicamente en la experiencia. Se debe ser cuidadoso con la información
obtenida por este medio pues si bien son datos reales, no significa que sean
confiables, pues el operador no toma en cuenta todos los factores que
intervienen en el rendimiento.
Generando un
banco de información en base a las obras ejecutadas anteriormente basándose en
datos históricos de la máquina, esto puede resultar ser el más confiable de
todos aunque hay que considerar las diferencias entre las obras ejecutadas
anteriormente y la obra por realizar. Para ello, se deben consultar tablas manuales
del fabricante de la maquina; esta información es muy útil, sobre todo cuando
no se tienen a la mano los datos de los dos primeros métodos mencionados, debe
tomarse en cuenta, sin embargo que todos los datos se basan en un 100% de
eficiencia en las operaciones.